ООО Сунъян Юнсинь Машиностроительное Производство
№ 288, 2-я дорога Чансина, улица Сипин, уезд Сунъян, город Лишуй, провинция Чжэцзян
ООО Сунъян Юнсинь Машиностроительное Производство
№ 288, 2-я дорога Чансина, улица Сипин, уезд Сунъян, город Лишуй, провинция Чжэцзян

Двухвалковый станок холодной прокатки труб – тема, о которой можно говорить бесконечно. Вроде бы, принцип прост: загнать завалявшуюся сталь между валками, приложить усилие – и вот уже получился труба. Но на практике, как это часто бывает, все гораздо сложнее. Многие новички в этой области считают, что это 'просто машина', но это очень заблуждение. Зачастую именно на этапе выбора и настройки этой машины возникают самые большие проблемы, которые в итоге влияют на всю дальнейшую продукцию. Попробую поделиться своим опытом, в том числе и с теми случаями, когда не все шло гладко. Я работаю в этой сфере уже больше десяти лет, и за это время накопилось немало наблюдений и знаний.
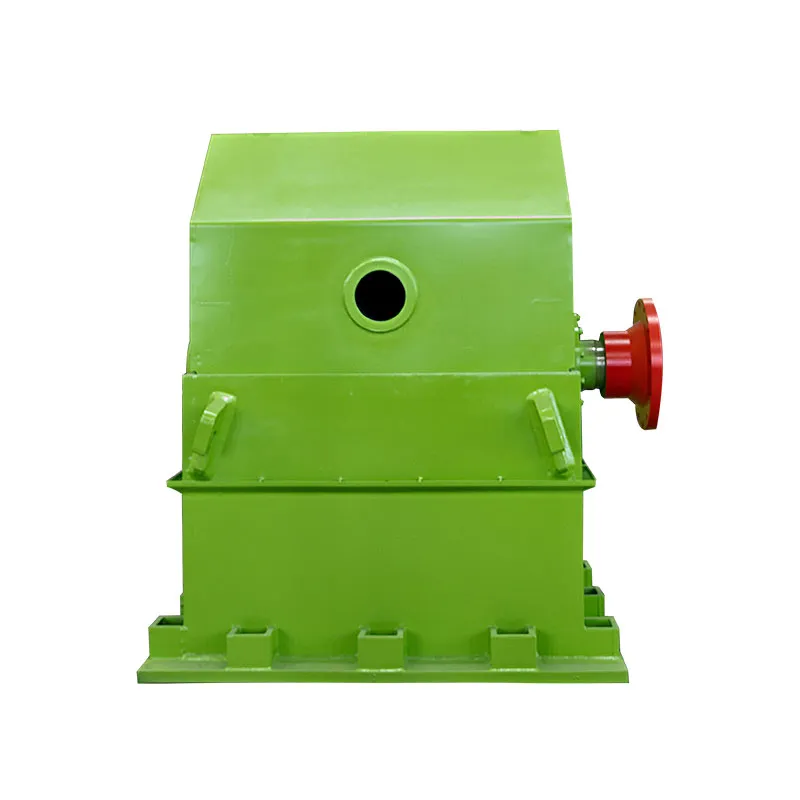
Если говорить кратко, то двухвалковые станки для холодной прокатки труб – это высокоточный инструмент, позволяющий производить трубы с заданными размерами и качеством. Основные преимущества – высокая производительность, точность размеров, возможность обработки различных марок стали и сплавов, и, конечно же, более высокое качество металла по сравнению с горячей прокаткой. Но это только на бумаге. Реальные сложности возникают с выбором подходящей модели, настройкой параметров прокатки, обеспечением необходимого смазывания и охлаждения, а также с контролем качества готовой продукции.
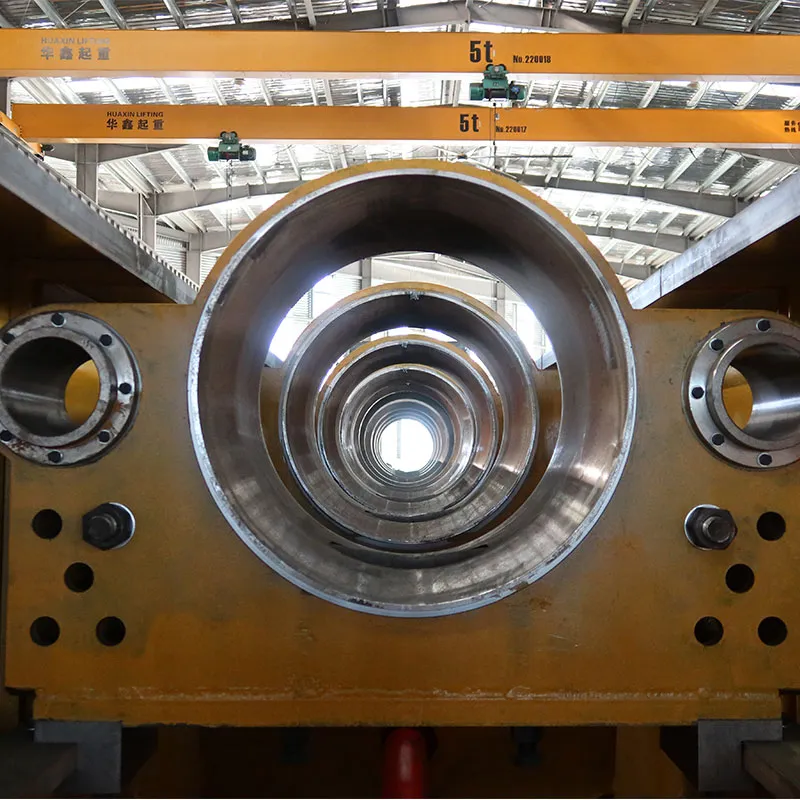
Процесс холодной прокатки труб – это последовательное уменьшение диаметра и толщины стенки заготовки, путём прохождения её через несколько пар валков. Важно правильно подобрать геометрию валков, их материал и систему смазки. Неправильный выбор может привести к деформациям, трещинам и другим дефектам. Например, если валки недостаточно хорошо смазаны, то трение между металлом и валками увеличится, что может вызвать повреждение поверхности трубы. И это не только увеличивает брак, но и сокращает срок службы валков.
Кроме того, необходимо тщательно контролировать скорость прокатки и усилие прижимной силы. Слишком высокая скорость может привести к перегреву металла и его деформации, а слишком низкая – к снижению производительности. Недавний случай, когда мы столкнулись с проблемой деформации трубы при определенном режиме работы, показал, насколько важен точный контроль этих параметров. Оказалось, что небольшое отклонение от оптимального режима, вызванное, по всей видимости, изменениями в составе металла, привело к серьезным проблемам.
Существует несколько типов двухвалковых станков для холодной прокатки труб, каждый из которых имеет свои особенности и области применения. Среди них – станков с постоянными валками, станков с перемещающимися валками, а также более сложные модели с возможностью регулировки профиля трубы. Выбор типа станка зависит от требуемого качества продукции, производительности и бюджета. Например, для производства труб сложной формы, требующих высокой точности, предпочтительнее использовать станки с регулировкой профиля.
ООО Сунъян Юнсинь Машиностроительное Производство (https://www.yongxinjixie.ru) предлагает широкий спектр оборудования для холодной прокатки труб, в том числе и двухвалковые станки различных типов. Их станки отличаются высокой надежностью, точностью и простотой в эксплуатации. Однако, как и с любым оборудованием, важно правильно выбрать модель, соответствующую конкретным требованиям производства. Мы с коллегами когда-то пытались использовать станок более простой конструкции для производства труб определенного профиля, но из-за недостаточной точности и неравномерного распределения нагрузки, качество готовой продукции оказалось неприемлемым. Это научило нас тщательно оценивать возможности каждого станка перед его внедрением.
Одним из самых распространенных проблем при работе с двухвалковыми станками для холодной прокатки труб является неравномерная деформация заготовки. Это может быть вызвано различными факторами: неровностями поверхности заготовки, неравномерным распределением нагрузки на валки, недостаточной смазкой или охлаждением. Решение этой проблемы может заключаться в улучшении качества заготовки, оптимизации системы смазки и охлаждения, а также в настройке параметров прокатки.
Система смазки и охлаждения играет ключевую роль в процессе холодной прокатки. Она обеспечивает снижение трения между металлом и валками, предотвращает перегрев металла и продлевает срок службы валков. Некачественная смазка может привести к образованию царапин и сколов на поверхности трубы, а также к увеличению трения и деформации заготовки. Современные системы смазки часто используют специальные смазочные материалы на основе синтетических масел, которые обеспечивают оптимальную смазку и охлаждение металла.
Мы в своей работе постоянно экспериментируем с различными типами смазочных материалов и системами охлаждения, чтобы добиться наилучших результатов. Например, мы использовали систему охлаждения с использованием охлаждающей жидкости на основе гликоля, которая значительно снизила температуру заготовки и уменьшила риск деформации. Кроме того, мы внедрили систему автоматической дозировки смазочного материала, которая обеспечивает равномерное смазывание валков и снижает расход смазки.
Технологии холодной прокатки труб постоянно развиваются. Появляются новые материалы, улучшаются конструкции станков, разрабатываются новые системы смазки и охлаждения. Особое внимание уделяется автоматизации и контролю качества. Сейчас активно внедряются системы машинного зрения для автоматической проверки качества готовой продукции. Это позволяет выявлять дефекты на ранней стадии и предотвращать брак.
В будущем, вероятно, мы увидим еще более широкое применение двухвалковых станков для холодной прокатки труб в различных отраслях промышленности. Особенно перспективным представляется их использование для производства труб из новых материалов, таких как высокопрочные стали и сплавы на основе титана и никеля. Это открывает новые возможности для создания труб с улучшенными характеристиками и расширяет область их применения.
Подводя итог, хочу сказать, что двухвалковый станок холодной прокатки труб – это мощный и эффективный инструмент, который может обеспечить высокое качество продукции и высокую производительность. Но для этого необходимо правильно выбрать станок, настроить его параметры и обеспечить качественное обслуживание. И, конечно, нужно учитывать особенности материала и требуемые характеристики готовой продукции. Этот процесс требует опыта, внимательности и постоянного стремления к совершенствованию.