ООО Сунъян Юнсинь Машиностроительное Производство
№ 288, 2-я дорога Чансина, улица Сипин, уезд Сунъян, город Лишуй, провинция Чжэцзян
ООО Сунъян Юнсинь Машиностроительное Производство
№ 288, 2-я дорога Чансина, улица Сипин, уезд Сунъян, город Лишуй, провинция Чжэцзян

Реализация оборудования для холодной прокатки труб с микронной точностью заводского уровня – задача, которая часто звучит как эликсир для многих предприятий. Теоретически, позволяет получать трубы с заданными характеристиками, исключая дорогостоящую механическую обработку. Однако, переход от стандартных решений к высокоточному оборудованию – это не просто замена станка, это целая философия, требующая глубокого понимания процессов и, главное, практического опыта. Многие зацикливаются на конечном результате, забывая о тонкостях проектирования, материаловедении и, конечно, вязкости и деформации металла при холодной прокатке.
В последнее время наблюдается повышенный интерес к технологиям, обеспечивающим высокую точность при производстве труб. И это обоснованно, ведь спрос на трубы с минимальными отклонениями от заданных размеров и геометрических параметров постоянно растет. Но что на самом деле подразумевается под 'микронной точностью'? Это не просто цифра, это совокупность факторов, включая точность позиционирования, контроль деформации, температурный режим и качество используемых материалов. И, честно говоря, достичь абсолютной микронной точности на всем протяжении прокатки – это, скорее, научная фантастика, чем практическая реальность. Вопрос в том, насколько близко к этой идеальной точке можно подобраться, и какая точность является приемлемой для конкретного применения.
Первое, на что стоит обратить внимание – это выбор исходного материала. Разные марки стали обладают разной пластичностью и склонностью к образованию трещин при холодной деформации. Например, работа с высокопрочной сталью требует более тщательного контроля параметров прокатки и использования специальных смазочно-охлаждающих жидкостей. Неправильный выбор материала или несоответствие его требованиям технологического процесса может привести к серьезным дефектам и, как следствие, к несоблюдению требуемой точности. На практике, часто бывает, что даже небольшие изменения в химическом составе стали оказывают существенное влияние на конечный результат. Например, повышенное содержание фосфора может сделать материал более хрупким, что усложняет задачу достижения высокой точности прокатки.
Затем, качество поверхности материала. Даже незначительные загрязнения, царапины или окисление могут негативно повлиять на процесс холодной прокатки и привести к снижению точности. Для обеспечения чистоты и предотвращения загрязнения обычно применяются различные методы очистки и обработки поверхности. Но даже при использовании самых современных технологий очистки, невозможно полностью исключить возможность попадания загрязнений на поверхность материала. Это особенно актуально для производства труб для ответственных применений, таких как нефтегазовая промышленность или авиационная отрасль. Мы однажды сталкивались с проблемой – небольшое количество абразивной пыли в цеху приводило к появлению царапин на поверхности труб, что значительно усложняло задачу достижения требуемой точности.
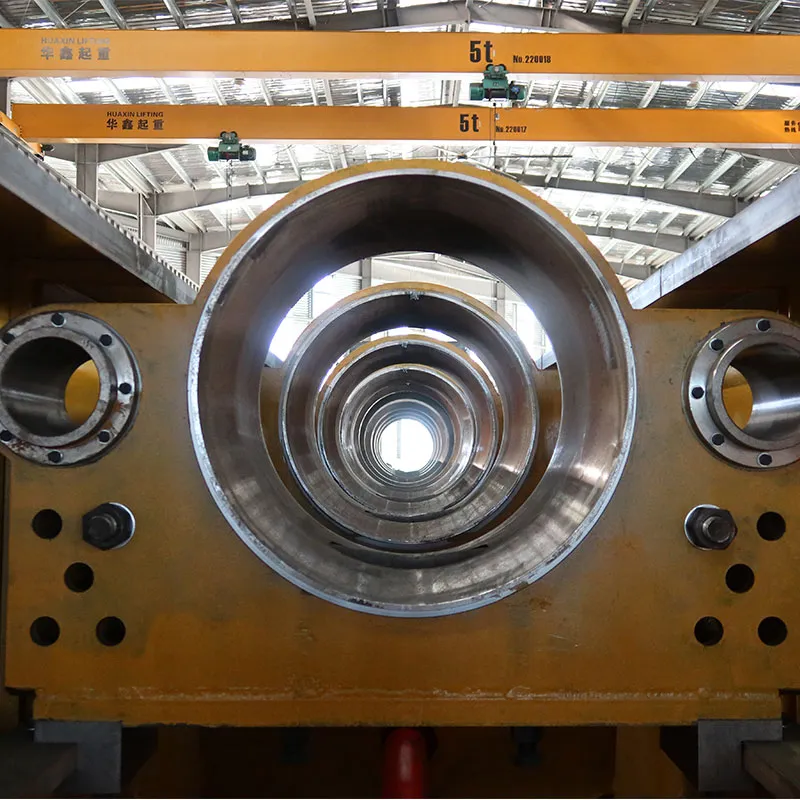
Само оборудование для холодной прокатки труб с микронной точностью заводского уровня – это сложный комплекс механизмов, требующий тщательной настройки и обслуживания. Важнейшие параметры, которые необходимо учитывать при выборе оборудования, это: конструкция валков, система управления, система охлаждения, система контроля деформации и система смазки. Валки должны быть изготовлены из высокопрочной стали с высокой точностью изготовления и термообработки. Система управления должна обеспечивать точное позиционирование валков и контроль параметров прокатки. Система охлаждения должна эффективно отводить тепло от материала, чтобы предотвратить его перегрев и деформацию. И, конечно же, система смазки должна обеспечивать оптимальное трение между валками и материалом.
При этом, очень важно, чтобы все элементы оборудования были взаимосвязаны и работали как единое целое. Например, изменение скорости вращения валков может повлиять на распределение нагрузки и деформацию материала. Неправильная настройка системы охлаждения может привести к неравномерному охлаждению материала и образованию дефектов. Использование неподходящей смазки может привести к повышенному трению и износу валков. В целом, конструкция оборудования должна обеспечивать стабильный и контролируемый процесс прокатки, позволяющий достичь требуемой точности.
В современном производстве труб с высокой точностью прокатки, автоматизация играет ключевую роль. Современные системы управления позволяют отслеживать и корректировать параметры процесса прокатки в режиме реального времени. Это позволяет оперативно реагировать на отклонения от заданных значений и предотвращать возникновение дефектов. Кроме того, автоматизация позволяет повысить производительность и снизить затраты на производство. Для контроля качества используются различные методы, включая визуальный осмотр, ультразвуковой контроль, рентгеновский контроль и контроль размеров. Автоматизированные системы контроля качества позволяют быстро и точно выявлять дефекты и отбраковывать некондиционные изделия. ВОО Сунъян Юнсинь Машиностроительное Производство придерживается подобного подхода. У нас оборудование оснащено современными датчиками и системами автоматического контроля, что позволяет нам гарантировать высокое качество продукции.
Мы реализовали несколько проектов по поставке оборудования для холодной прокатки труб с повышенной точностью для предприятий, работающих в различных отраслях промышленности. В частности, для одного из наших клиентов – производителя оборудования для нефтегазовой отрасли – мы поставили прокатный стан, предназначенный для производства труб с диаметром до 200 мм и толщиной стенки до 10 мм. Требования к точности были очень высокими – отклонение от заданных размеров не более 0,1 мм. Для достижения этой точности мы использовали высокопрочные валки с точной термообработкой, систему управления с обратной связью и систему охлаждения с регулируемой температурой. В результате, нам удалось успешно реализовать проект и обеспечить клиента высококачественной продукцией, соответствующей всем требованиям.
Однако, даже при использовании самых современных технологий, всегда возникают определенные трудности. Например, при прокатке труб из некоторых марок стали может возникать трещинообразование, которое требует специальной настройки параметров прокатки и использования специальных смазочно-охлаждающих жидкостей. Кроме того, при прокатке труб с большой длиной могут возникать деформации, которые необходимо компенсировать с помощью специальных механизмов. И, конечно, необходимо учитывать влияние температуры окружающей среды на процесс прокатки. Повышенная температура может привести к увеличению деформации материала и снижению точности. Поэтому, при выборе оборудования необходимо учитывать все эти факторы и выбирать оборудование, которое наилучшим образом подходит для конкретных условий производства.
Итак, оборудование для холодной прокатки труб с микронной точностью заводского уровня – это не просто мечта, это реальность, которую можно достичь. Но для этого требуется глубокое понимание процессов, опыт работы и использование современных технологий. Не стоит забывать о важности выбора материала, конструкции оборудования, автоматизации и контроля качества. И, конечно же, необходимо учитывать возможные трудности и разрабатывать решения для их преодоления. Только в этом случае можно добиться высокой точности и обеспечить производство высококачественной продукции.