ООО Сунъян Юнсинь Машиностроительное Производство
№ 288, 2-я дорога Чансина, улица Сипин, уезд Сунъян, город Лишуй, провинция Чжэцзян
ООО Сунъян Юнсинь Машиностроительное Производство
№ 288, 2-я дорога Чансина, улица Сипин, уезд Сунъян, город Лишуй, провинция Чжэцзян

Обсуждение автоматизированной линии контроля горизонта часто сводится к обсуждению сложности настройки и стоимости оборудования. И это, конечно, так. Но как на практике, при внедрении такой системы, возникают реальные сложности, которые не всегда фигурируют в презентациях поставщиков? Я не инженер-теоретик, я видел множество проектов ?с нуля? и понимаю, что идеального решения не существует, есть только компромиссы и опыт.
Самый распространенный вопрос, который задают клиенты – это, насколько точно можно контролировать горизонтальность? Вроде бы задача простая: измеряем, корректируем, готово. Но на деле, точность сильно зависит от множества факторов. Во-первых, это геометрия самой линии, на которой происходит контроль. Любые отклонения от идеальной плоскости, даже самые незначительные, приводят к ошибкам. Во-вторых, это качество датчиков. Здесь опять же, есть огромный выбор – от простых инклинометров до лазерных сканеров. Цена и точность, как правило, связаны напрямую. Нам, например, неоднократно приходилось сталкиваться с ситуацией, когда очень дорогой датчик оказывался не лучше, чем более доступный, из-за неправильной калибровки или неоптимального расположения.
Кстати, калибровка – это отдельная песня. Многие производители оборудования предоставляют инструкции, но на практике, процесс калибровки часто оказывается сложнее, чем кажется. Нужны специализированные инструменты, и, главное, опытный персонал, который понимает, как правильно это делать. ООО Сунъян Юнсинь Машиностроительное Производство в нашей компании, занимается не только производством оборудования, но и консультирует по вопросам калибровки и настройки систем контроля, что позволяет значительно снизить риски возникновения ошибок.
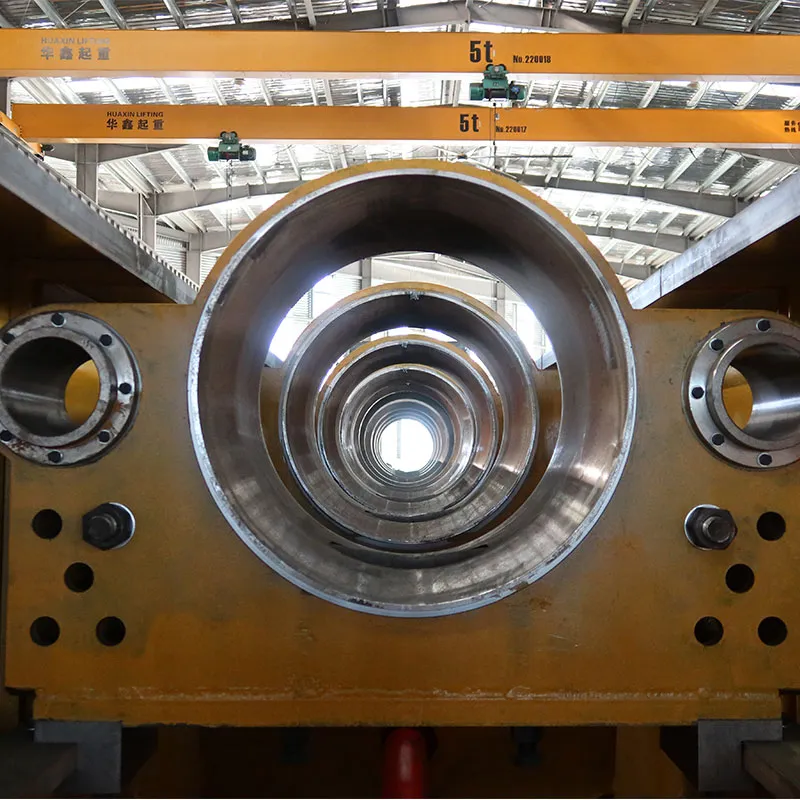
Внешние факторы, вроде вибрации, температурных колебаний, даже небольших перегрузок, могут существенно повлиять на точность измерений. Особенно это актуально для линий, работающих в условиях интенсивного производства. Например, мы работали с компанией, производящей крупногабаритные металлические конструкции. Изначально планировалось использовать лазерный сканер, но из-за постоянной вибрации от оборудования, результаты получались крайне неточными. В итоге, мы предложили использовать систему на базе оптических энкодеров, расположенных на ключевых точках линии. Это решение оказалось более надежным и стабильным в условиях высокой вибрации.
Просто измерить отклонение – это только половина дела. Гораздо важнее автоматизировать процесс корректировки. Это требует интеграции системы контроля с системой управления производством. Например, при обнаружении отклонения от нормы, система автоматически отправляет команду на корректировку положения оборудования, или даже приостанавливает процесс, чтобы избежать дальнейших ошибок. Мы видели проекты, где автоматизация позволяла сократить время на корректировку на несколько порядков, а также снизить вероятность брака.
Но тут возникает и ряд проблем. Необходима проработка алгоритмов, которые будут определять оптимальную стратегию корректировки. Не всегда просто сказать: ?поверни на 5 градусов?. Нужно учитывать множество факторов, вроде типа материала, геометрии конструкции, допустимых отклонений. Это требует глубокого понимания производственного процесса и опыта работы с конкретным оборудованием. К примеру, при работе с пластиком, перегрев может привести к деформации детали, поэтому корректировка должна быть очень аккуратной.
Один из интересных проектов был связан с интеграцией системы контроля горизонта с ЧПУ станками. В этом случае, при обнаружении отклонения, система автоматически корректировала траекторию движения инструмента, чтобы компенсировать отклонение от заданной геометрии. Это позволило значительно повысить точность обработки деталей и сократить количество отходов.
Часто люди недооценивают сложность подготовки данных для обучения системы контроля. Система должна 'научиться' распознавать отклонения от нормы. Для этого требуется собрать большой массив данных, включающий измерения в различных условиях. Если данные собраны некорректно, или недостаточно, система будет давать неверные результаты. Например, мы сталкивались с ситуацией, когда система была настроена на работу только для одной конкретной партии деталей. Когда ее начали использовать для других партий, результаты стали неточными. Пришлось переобучать систему на новых данных.
И еще один момент: необходимо обучить персонал работе с новой системой. Нельзя просто 'подключить' систему и ожидать, что она будет работать сама по себе. Необходимо научить операторов интерпретировать результаты измерений, понимать, когда требуется корректировка, и как ее выполнять. Неправильная эксплуатация системы может привести к ошибкам и браку. ООО Сунъян Юнсинь Машиностроительное Производство предоставляет услуги по обучению персонала, а также разрабатывает инструкции по эксплуатации для каждой конкретной системы контроля.
В заключение, хочется сказать, что автоматизированная линия контроля горизонта – это эффективный инструмент повышения качества и производительности производства. Но для того, чтобы получить максимальную отдачу от этой системы, необходимо учитывать множество факторов, начиная от точности датчиков и заканчивая обучением персонала. Не стоит экономить на подготовке данных, и не стоит забывать про автоматизацию процессов корректировки. И, конечно, выбирайте поставщика, который не только предлагает оборудование, но и предоставляет полный спектр услуг – от консультаций до калибровки и обучения. В конечном итоге, успех внедрения зависит от комплексного подхода и опыта.