ООО Сунъян Юнсинь Машиностроительное Производство
№ 288, 2-я дорога Чансина, улица Сипин, уезд Сунъян, город Лишуй, провинция Чжэцзян
ООО Сунъян Юнсинь Машиностроительное Производство
№ 288, 2-я дорога Чансина, улица Сипин, уезд Сунъян, город Лишуй, провинция Чжэцзян

Завод для холодной прокатки медных и алюминиевых труб – это, на первый взгляд, достаточно понятный термин. Но когда дело доходит до реальной реализации, возникает куча нюансов, которые не всегда учитываются. Многие, увидев просто 'станки для прокатки', представляют себе какое-то одно универсальное решение. А ведь для разных сплавов, диаметров, и конечно же, требуемых характеристик готовой трубы, нужны совершенно разные подходы. Это, пожалуй, первое, что приходит в голову после долгих лет работы в этой сфере.
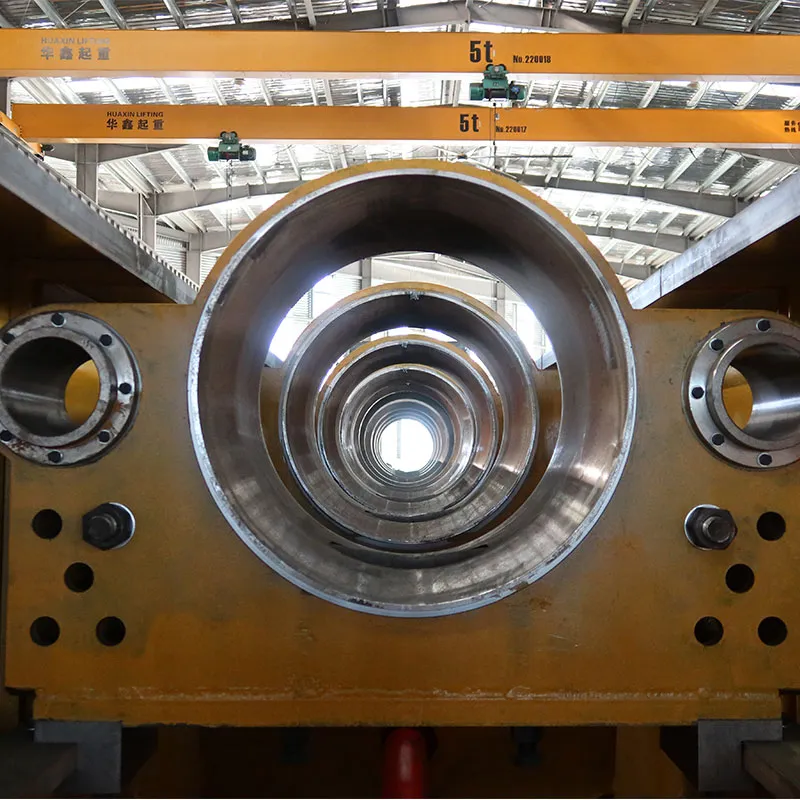
Если говорить о сути, то процесс холодной прокатки медных и алюминиевых труб включает в себя несколько ключевых этапов: подготовку заготовки, прокатку на станке, охлаждение, контроль качества и, наконец, упаковку. Самый 'интересный' этап – это сама прокатка. Тут важны точные расчеты усилия, скорости перемещения, температуры – в зависимости от марки металла и требуемых размеров. С алюминием, например, особенно важно бороться с риском образования трещин. Просто так взять и прокатить его – не получится.
Мы на практике сталкивались с ситуациями, когда даже небольшое отклонение в параметрах прокатки приводило к браку. Приходилось перерабатывать партии, что, конечно, бьет по экономике. Недавно работали над проектом, где требовалась прокатка медных труб очень высокой чистоты. Здесь уже не просто точные расчеты – нужна безупречная чистота металла и идеальная смазка. Проблема заключалась именно в выборе подходящей смазки, которая бы не оставляла следов загрязнений, а при этом обеспечивала оптимальное скольжение. Именно в таких ситуациях понимаешь, что просто 'подобрать станок' – это недостаточно. Нужен комплексный подход, учитывающий все факторы.
Рынок станков для холодной прокатки довольно разнообразен. Можно найти как относительно простые машины, подходящие для небольших объемов производства и простых сплавов, так и сложные, автоматизированные комплексы, способные работать с широким спектром материалов и производить трубы огромного диаметра. Важно понимать, что цена – это не всегда показатель качества. Дешевый станок может быстро выйти из строя, потребовать дорогостоящего обслуживания, и, как следствие, обходиться дороже, чем более дорогой и надежный вариант.
Помню, однажды заказчик выбрал самый дешевый станок, ориентируясь только на цену. В итоге через полгода он вышел из строя, потребовалось провести капитальный ремонт. Потом, уже более осознанно, решили приобрести станок у компании ООО Сунъян Юнсинь Машиностроительное Производство. У них широкий ассортимент оборудования, и они всегда готовы предложить оптимальное решение для конкретной задачи. Они не просто продают станки, они предлагают комплексный сервис, включая консультации, монтаж, пусконаладку и послепродажное обслуживание. Это, безусловно, плюс.
Еще одна важная проблема – это контроль качества готовой продукции. После прокатки трубы могут иметь дефекты: царапины, сколы, трещины. В зависимости от требуемого качества, приходится использовать различные методы контроля: визуальный осмотр, ультразвуковой контроль, рентгеновский контроль. Иногда приходится отказываться от партии из-за большого количества дефектов. Особенно это актуально при работе с высокими требованиями к точности размеров и геометрических параметров.
Недавно столкнулись с проблемой неравномерности прокатки на одном из станков. Оказалось, что проблема была в неправильной настройке усилительного механизма. Пришлось провести тонкую настройку, чтобы добиться равномерного усилия прокатки. Именно такая тщательная настройка и контроль позволяют избежать брака и обеспечить высокое качество продукции.
Алюминий – материал весьма требовательный. Он обладает низкой пластичностью, поэтому при холодной прокатке алюминиевых труб необходимо соблюдать особые условия. Во-первых, важна температура прокатки. Слишком высокая температура может привести к снижению прочности, а слишком низкая – к образованию трещин. Во-вторых, необходима качественная смазка, которая бы не оставляла следов загрязнений и обеспечивала оптимальное скольжение. В-третьих, важен контроль усилия прокатки. При слишком большом усилии алюминий может растрескаться.
При работе с алюминиевыми сплавами часто используют специальные присадки в смазочные материалы. Эти присадки улучшают смазывающие свойства и предотвращают образование трещин. Кроме того, важно использовать станки с точной регулировкой усилия и скорости прокатки. Это позволяет добиться оптимальных параметров прокатки и избежать дефектов.
Я думаю, что в ближайшем будущем мы увидим все большую автоматизацию процессов холодной прокатки медных и алюминиевых труб. Появятся более совершенные станки с компьютерным управлением, которые будут способны автоматически корректировать параметры прокатки в зависимости от материала и требуемых размеров. Также, вероятно, будет развиваться направление аддитивного производства, когда трубы будут изготавливаться методом 3D-печати.
В целом, отрасль производства медных и алюминиевых труб имеет хорошие перспективы. Спрос на эти материалы постоянно растет, особенно в области электроэнергетики, водоснабжения и отопления. И развитие технологий холодной прокатки позволит производить более качественные и надежные трубы, отвечающие самым высоким требованиям.