ООО Сунъян Юнсинь Машиностроительное Производство
№ 288, 2-я дорога Чансина, улица Сипин, уезд Сунъян, город Лишуй, провинция Чжэцзян
ООО Сунъян Юнсинь Машиностроительное Производство
№ 288, 2-я дорога Чансина, улица Сипин, уезд Сунъян, город Лишуй, провинция Чжэцзян

Процесс холодной прокатки труб – это, на первый взгляд, довольно простая задача. Берешь заготовку, пропускаешь ее через валки, получаем трубу нужного диаметра и толщины. Но на практике все гораздо сложнее. Часто заказчики видят в покупке станков для холодной прокатки труб только стоимость оборудования, забывая о множестве факторов, влияющих на конечный результат: материалы, технологические процессы, квалификация персонала и, конечно, правильный выбор станка. Я вот, по правде говоря, долгое время недооценивал важность этих факторов, пока не столкнулся с серьезными проблемами в одном из проектов. Хочется поделиться своим опытом, а может, и немного развеять распространенные заблуждения.
Когда речь заходит о станках для холодной прокатки труб, сразу всплывают разные типы. Наиболее распространенными являются вальцевые станки. Есть вертикальные и горизонтальные, с прямыми и изогнутыми валками. Выбор зависит от геометрии трубы, требуемой точности и объемов производства. Также стоит упомянуть гильотины, которые используются для отрезки труб. Но, если говорить о собственно формировании профиля трубы, то вальцевые станки – это основной инструмент. Некоторые производители, вроде ООО Сунъян Юнсинь Машиностроительное Производство, предлагают широкий спектр моделей.
Важно понимать, что каждый тип станка имеет свои преимущества и недостатки. Вертикальные станки, как правило, более компактные и дешевые, но они менее подходят для прокатки длинных труб. Горизонтальные станки, наоборот, позволяют работать с более длинными заготовками, но занимают больше места и стоят дороже. Выбор должен определяться исходя из конкретных требований к производству. Например, для серийного производства труб определенного диаметра и толщины, оптимальным выбором может быть станок с автоматизированной системой управления, обеспечивающий высокую точность и повторяемость результатов.
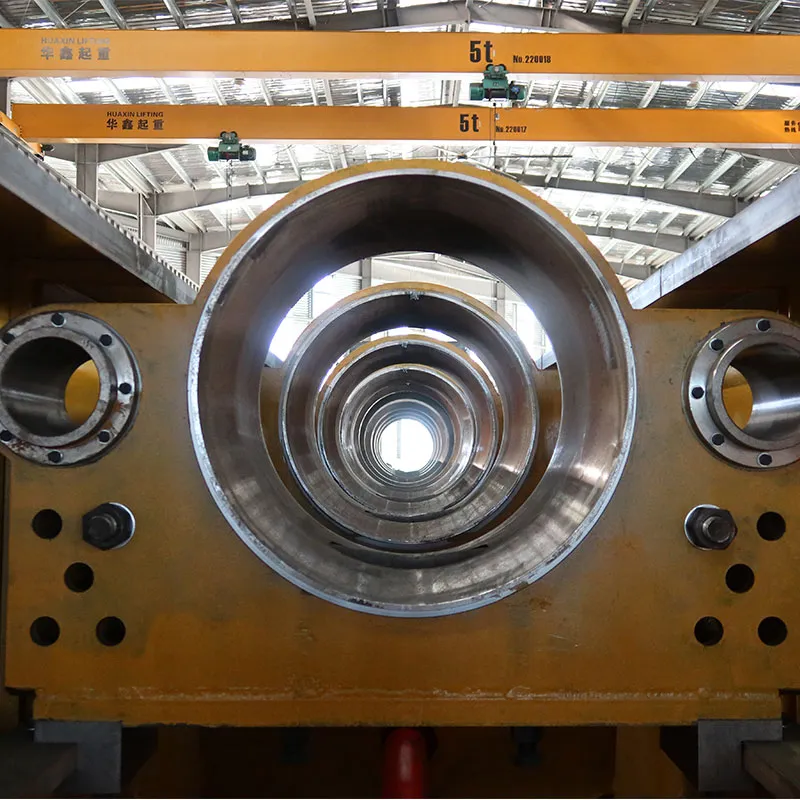
Станки с прямыми валками – это самый распространенный тип. В них заготовка проходит между двумя или более валками, которые вращаются в противоположных направлениях, постепенно уменьшая ее диаметр и толщину. Этот процесс требует точной настройки валков, чтобы обеспечить равномерное распределение нагрузки и избежать деформации трубы. Часто возникает проблема неравномерной деформации, особенно при прокатке труб с переменной толщиной стенки. Это может приводить к появлению складок и волн на поверхности трубы. Решение – использование валков с регулируемым шагом и углом наклона, а также контроль скорости прокатки.
Одним из важных параметров, влияющих на качество прокатки, является материал валков. Они должны быть изготовлены из высокопрочной стали с износостойким покрытием. Покрытие может быть различным: цементирование, азотирование, хроматирование. Выбор покрытия зависит от материала заготовки и условий эксплуатации станка. При прокатке стальных труб с высоким содержанием углерода, например, необходимо использовать валки с более твердым и износостойким покрытием.
Иногда возникает необходимость прокатки труб сложной формы – например, труб с изогнутыми стенками или с внутренним слоем другого материала. В таких случаях используются гибкие вальцы, которые позволяют изменять траекторию движения трубы. Гибкие вальцы изготавливаются из высокопрочной стали и имеют специальную форму, обеспечивающую плавный переход между различными углами. Однако, работа с гибкими валцами требует более высокой квалификации персонала и более точной настройки станка.
Опыт показывает, что при работе с станками для холодной прокатки труб неизбежны определенные проблемы. Одна из самых распространенных – это появление трещин на поверхности трубы. Это может быть вызвано различными факторами: неправильным выбором материала заготовки, недостаточной смазкой, слишком высокой скоростью прокатки или неверной настройкой валков. Для решения этой проблемы необходимо тщательно контролировать все параметры процесса, а также использовать специальные смазочные материалы, которые снижают трение между трубой и валками.
Еще одна проблема – это деформация трубы. Она может возникать при неравномерной нагрузке на валки или при наличии дефектов в заготовке. Для предотвращения деформации необходимо использовать валки с регулируемым шагом и углом наклона, а также обеспечить равномерное распределение нагрузки на заготовку. Также важно тщательно проверять качество заготовок перед прокаткой.
При выборе станков для холодной прокатки труб важно учитывать не только их стоимость, но и их технические характеристики, надежность и удобство обслуживания. Рекомендую обращать внимание на производителей, которые имеют хорошую репутацию и предлагают гарантийное обслуживание. Также важно убедиться, что станок соответствует требованиям безопасности и экологическим нормам. ООО Сунъян Юнсинь Машиностроительное Производство, насколько я знаю, серьезный игрок на рынке, и их оборудование часто выбирают за надежность и функциональность.
Не стоит экономить на качестве оборудования, так как это может привести к серьезным проблемам в будущем. Лучше потратить немного больше денег сейчас, чем потом тратить время и деньги на ремонт и переделку изделий. Важно также продумать систему автоматизации процесса, которая позволит снизить влияние человеческого фактора и повысить качество продукции.
Контроль качества прокатки – это неотъемлемая часть процесса. Он включает в себя визуальный осмотр, измерение диаметра и толщины трубы, а также проверку на наличие дефектов. Для контроля качества можно использовать различные инструменты и методы, например, ультразвуковой контроль, рентгеновский контроль и контроль на герметичность. Результаты контроля качества должны документироваться и использоваться для анализа причин возникновения дефектов.
Важно, чтобы контроль качества проводился на всех этапах производства, а не только на конечном. Это позволит выявить и устранить дефекты на ранней стадии, что снизит затраты на ремонт и переделку изделий. Также важно обучить персонал методам контроля качества и обеспечить их необходимым оборудованием.